






企业地址:厦门市海沧区东孚大道1299-13号10楼
服务热线:400-0596-990
联系电话:15396221560
企业邮箱:sharkpaint@163.com
工业漆施工是一个专业性很强的过程,涉及到多个关键步骤和注意事项,直接影响涂层的性能(如防腐、耐磨、装饰、耐候等)和使用寿命。以下是工业漆施工流程和要点指南:
一、施工前准备
1.1、明确涂装目的:防腐(防锈、耐化学品)、装饰、耐磨、耐高温、防火等?
1.2、了解服役环境:室内/室外?潮湿/干燥?化学品接触?温度范围?机械磨损程度?
1.3、确定涂层体系:根据要求和环境选择合适的底漆、中间漆、面漆及配套方案(如环氧底漆+环氧云铁中间漆+聚氨酯面漆)。考虑涂层总厚度要求。
1.4、选择施工方法:喷涂(无气喷涂、空气喷涂)、刷涂、辊涂?根据工件形状、大小、现场条件、效率要求选择。
1.5、制定施工工艺文件:包含所有步骤、标准、检查点、安全要求等。
1.6、基材检查与评估:确认基材类型(碳钢、不锈钢、镀锌件、混凝土、旧涂层等)和状态(锈蚀等级、油污、旧涂层状况、平整度)。

二、安全防护:
2.1人员防护:佩戴合适的防护眼镜、防毒面具(活性炭滤盒或供气式)、防护服、防护手套、安全鞋。
2.2防火防爆:油漆和稀释剂易燃易爆!施工现场严禁明火、吸烟,使用防爆电器,确保良好通风。
2.3应急准备:配备灭火器、洗眼器、急救箱等应急设施。
三、表面处理 (最关键步骤!)
3.1、目的:清除所有影响涂层附着力和性能的污染物(油脂、灰尘、锈蚀、氧化皮、旧漆、焊渣、盐分等),提供合适的表面粗糙度(锚纹)以增强机械咬合力。
3.2、方法:
3.2.1、除油除污:使用专用清洁剂或溶剂彻底清除油脂、污垢、盐分等。
3.2.2、除锈:
●喷砂/抛丸: 最有效、最常用的工业方法。能达到很高的清洁度(如Sa 2.5, Sa 3)和合适的粗糙度(如50-100μm)。适用于大面积、高要求防腐。
●动力工具除锈:使用砂轮机、钢丝刷盘等清除松动的锈蚀和氧化皮,达到St 2或St 3级。适用于小面积、维修或要求不高的场合。
●手工工具除锈:使用铲刀、钢丝刷等,达到St 2级或St 3级。效率低,效果较差,仅用于非常小的区域或无法使用其他方法时。
3.2.3、清除旧漆:根据旧漆类型和状态,选择喷砂、打磨、火焰烧除或脱漆剂等方法。
3.2.4、打磨:去除毛刺、焊渣,修整尖锐边缘(建议倒圆角),处理焊缝,提高表面平整度。
3.3、标准:依据ISO 8501等标准评估清洁度和粗糙度。
3.4、清洁:表面处理后,必须用压缩空气(无水无油)或干净抹布彻底清除残留的磨料粉尘。
3.5、时间间隔:处理后的干净金属表面暴露在空气中会迅速返锈,应尽快(通常4-8小时内,具体看环境)涂覆底漆。
四、施工方法:
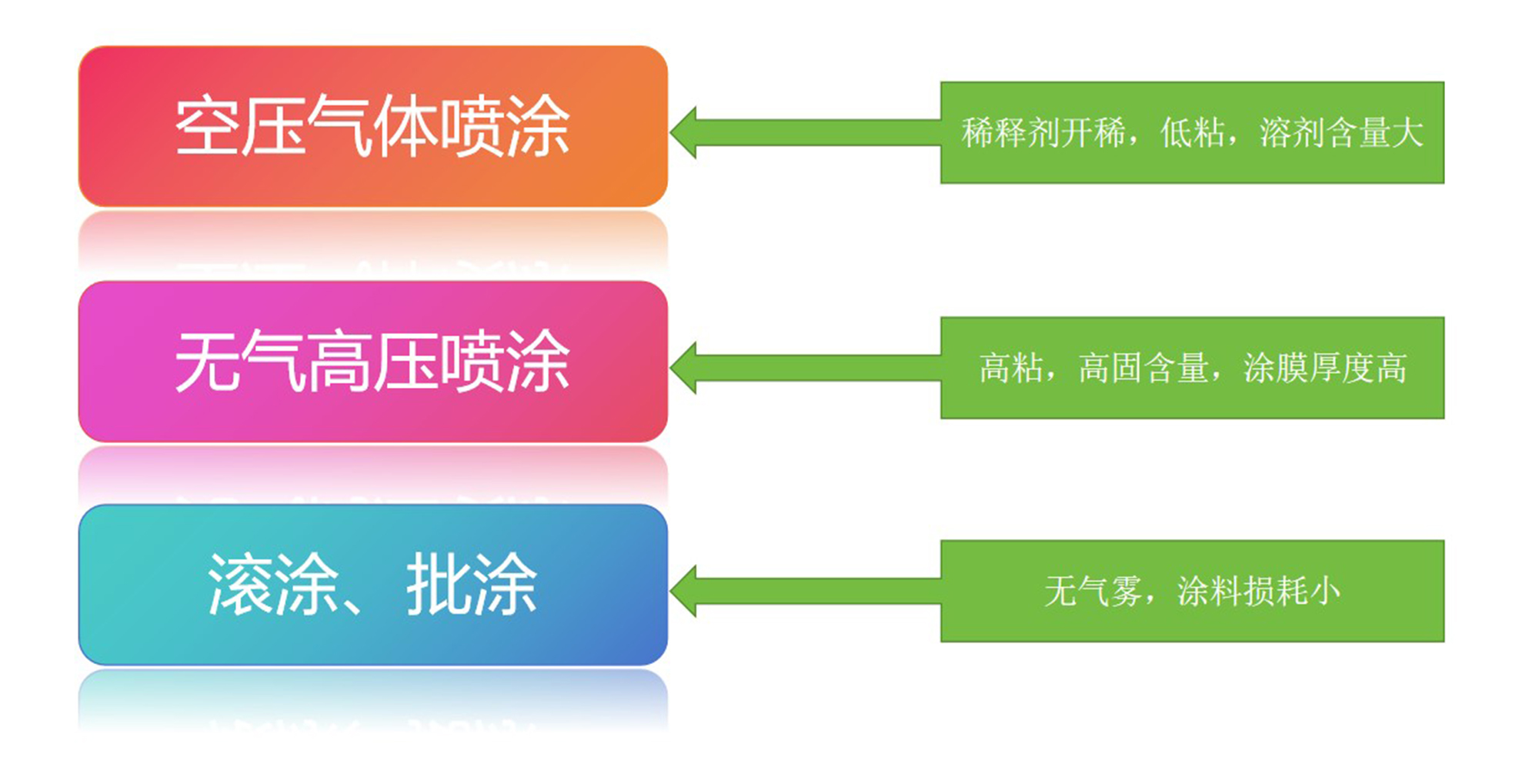
4.1、无气喷涂:工业最常用,效率高,漆膜均匀致密,能喷涂高粘度油漆,适用于大面积施工。需调整好压力、喷嘴尺寸、喷距(通常30-50cm)、喷幅重叠(50%)。
4.2、空气喷涂:雾化效果好,漆膜外观佳,适合小面积、复杂形状或要求高装饰性的场合。耗漆量大,稀释比例高。需调整好气压、出漆量、雾化效果。
4.3、刷涂:适用于小面积、边角、焊缝、维修或无法喷涂的区域。优点是渗透性好,工具简单;缺点是效率低,漆膜外观不如喷涂。
4.4、辊涂:适用于大面积平面(如地坪、储罐外壁),效率较高,但漆膜均匀性和致密性不如喷涂,可能产生气泡。
五、涂装操作要点:
5.1、均匀覆盖:确保涂层均匀覆盖所有表面,避免漏涂(特别是角落、边缘、焊缝)。
5.2、控制膜厚:湿膜厚度检查:施工中立即使用湿膜卡检查,以便及时调整。干膜厚度检查:涂层完全固化后使用干膜测厚仪检测,确保达到设计厚度要求(通常要求90-10原则:90%测点达到或超过规定膜厚,其余10%测点不低于规定膜厚的90%)。
5.3层间间隔:严格按照产品说明书控制涂层间的复涂间隔时间:
5.3.1、最短复涂间隔:必须等前道涂层表干或实干到一定程度,避免咬底、起皱。
5.3.2、最长复涂间隔:超过此时间,表面可能过于光滑或被污染,需要打磨处理后再涂覆下一道,否则影响层间附着力。
5.4、遮蔽保护:对不需涂漆的部位(如螺栓、铭牌、法兰面、设备接口等)做好遮蔽保护。
