企业地址:厦门市海沧区东孚大道1299-13号10楼
服务热线:400-0596-990
联系电话:15396221560
企业邮箱:sharkpaint@163.com
钢结构防腐涂装施工工艺,可以概括为一个系统性的“三步法”:前期表面处理是基础,中期分层涂装是关键,后期质量检验是保障。
一、防腐涂层涂装
1.1、标准涂装体系(“底-中-面”三层配套)

1.2、水性涂料体系(环保方向)
在环保要求高的场合,水性涂料体系是重要选择。其工艺流程与油性体系类似,但需特别注意:
施工温湿度:环境温度宜为5℃-30℃,施工湿度建议不高于70%,要求更为严格。
配套体系:典型配套为:水性环氧富锌底漆 + 水性环氧云铁中间漆 + 水性聚氨酯面漆。

二、防腐涂料修补
钢结构构件因运输过程和现场安装原因,会造成构件涂层破损,在钢构件安装前和安装后需对构件破损涂层进行现场防腐修补。

三、防腐涂装施工准备
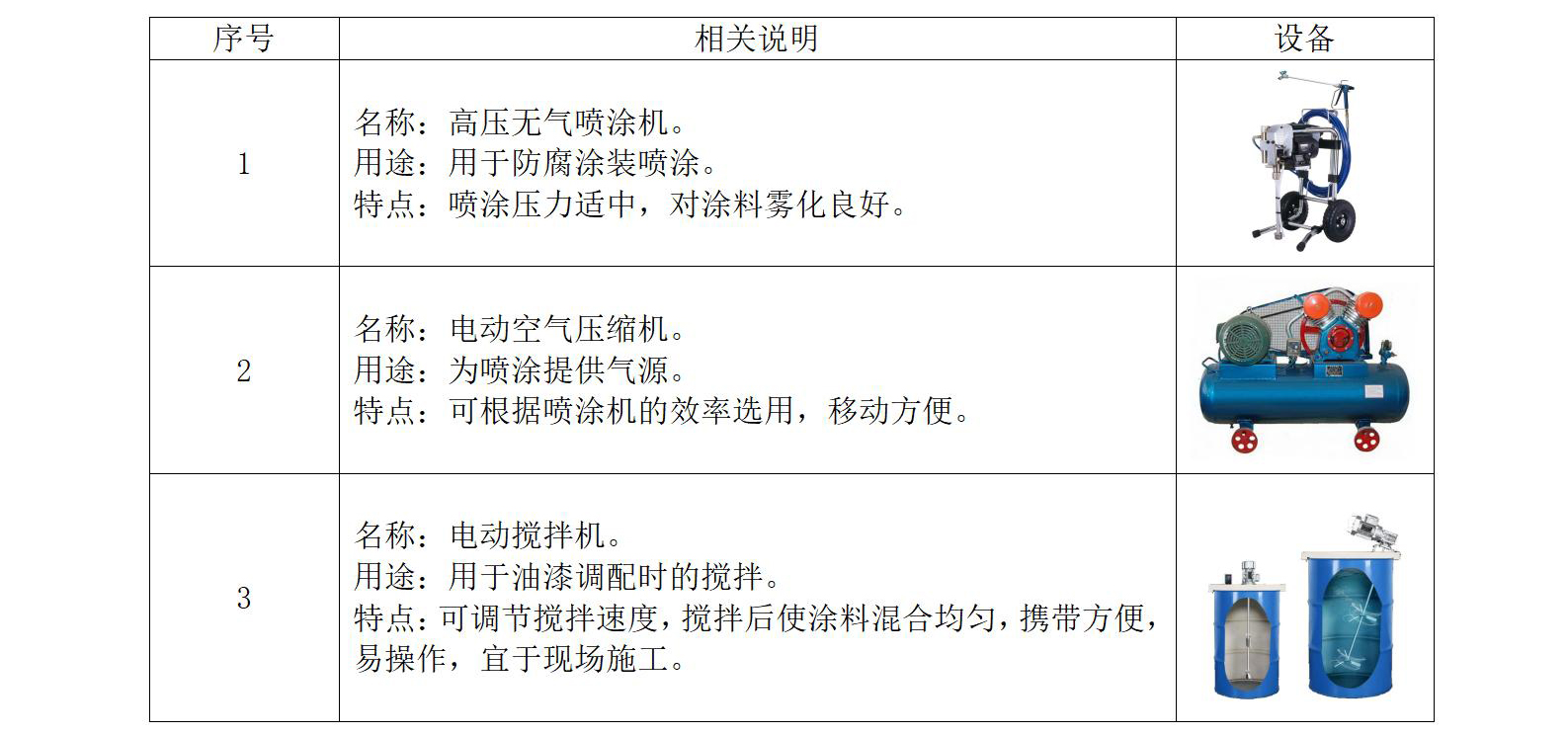
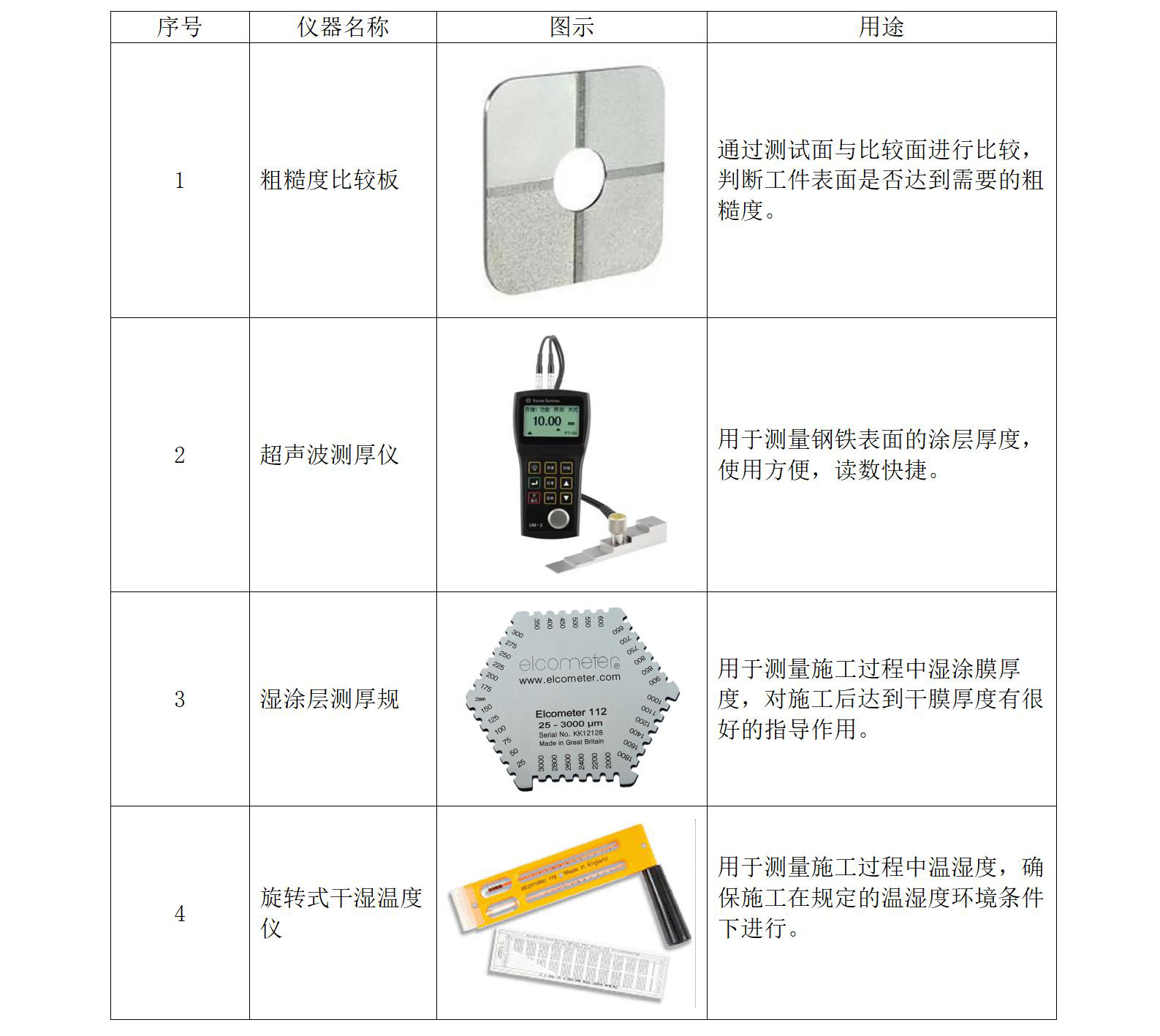
3.1、防腐涂装主要设备
四、防腐涂装准备工作
现场防腐涂装主要为节点处补涂及破损处补涂,基本步骤为:
4.1、对补涂部位进行打磨除锈处理。焊接节点部位,需对焊缝附近进行打磨,打磨光顺。高强螺栓及漆层破损部位,则需使用钢丝刷对节点进行人工除锈处理,现场除锈等级需达到St2的要求。

4.2、使用喷壶或油漆刷进行相应位置防腐补涂。应选在晴天进行,温度低于5摄氏度或高于35摄氏度,湿度超过85%是不得施工;雨露天、雾天均不进行油漆补刷工作。涂刷应均匀,完工的干膜厚度应用干膜测厚仪进行检测。涂装施工不得出现漏涂、针孔、开裂、剥离、粉化、流挂等缺陷。

五、防腐涂料施工工艺方法
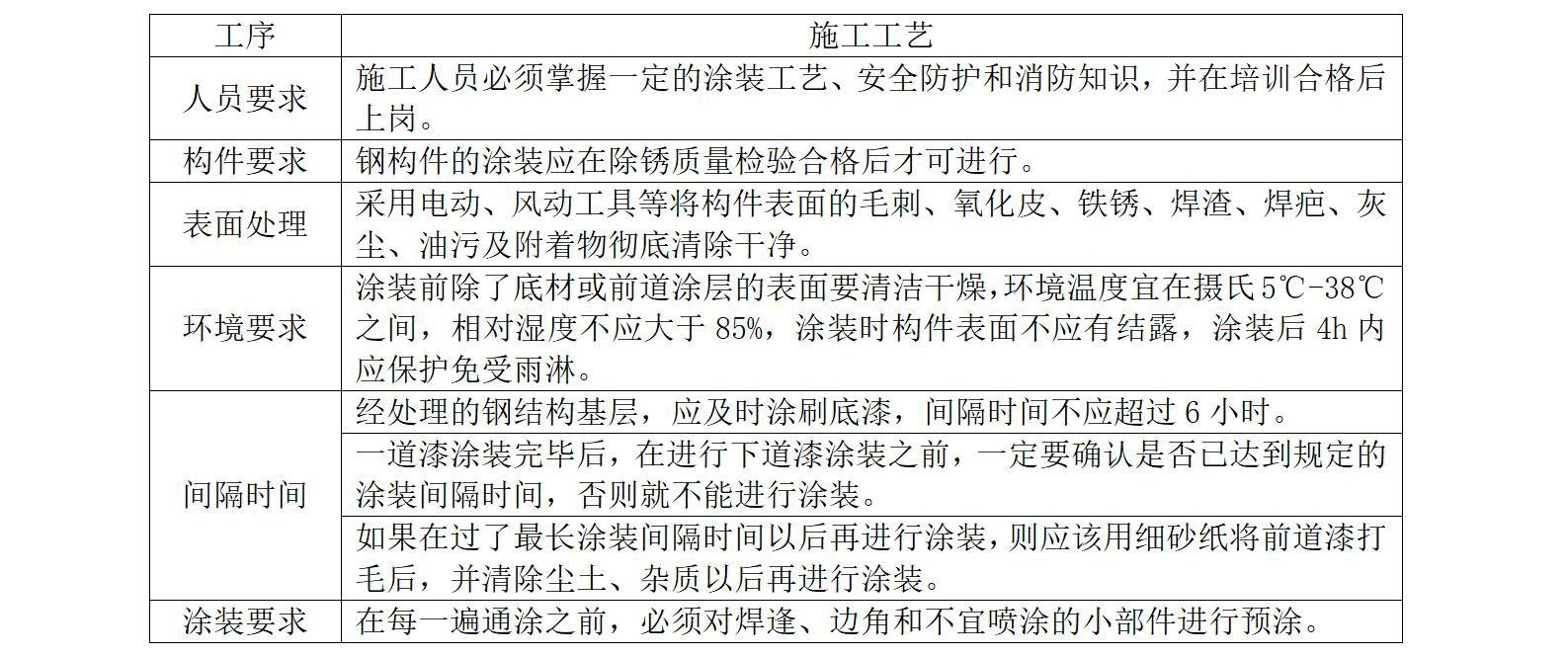
5.1、防腐涂料施工工艺
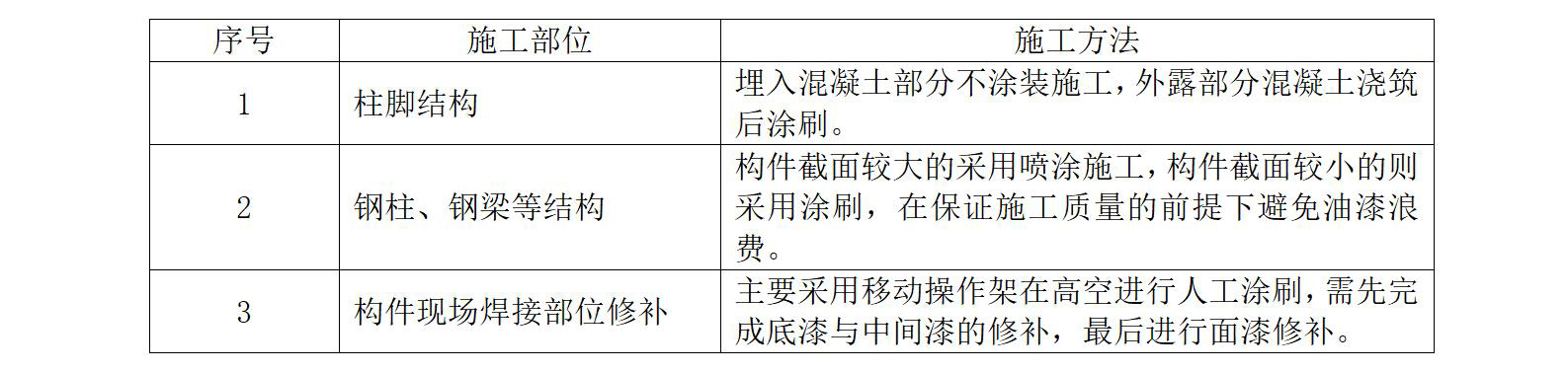
5.2、防腐涂装主要方法
六、防腐涂料施工检测
所使用的涂料应经具资质的检测部门进行第三方检测,并进行涂层附着力、防腐油漆的机械性能(柔韧性能、耐磨性能、耐冲击力性能)环保性能、锌粉(或金属锌)含量测试。
6.1、检测仪器
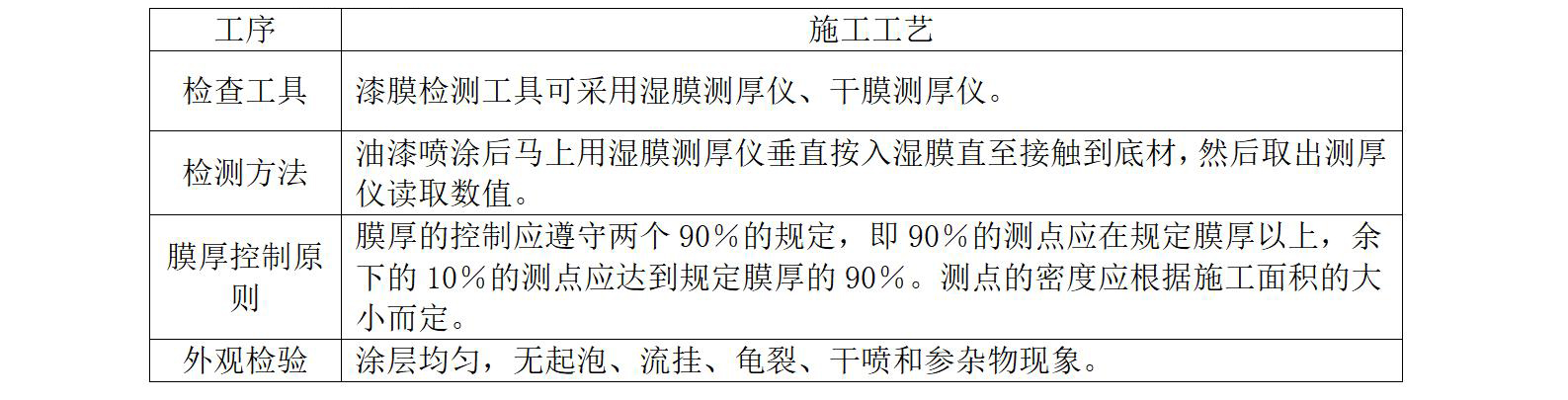
6.2、涂层检测
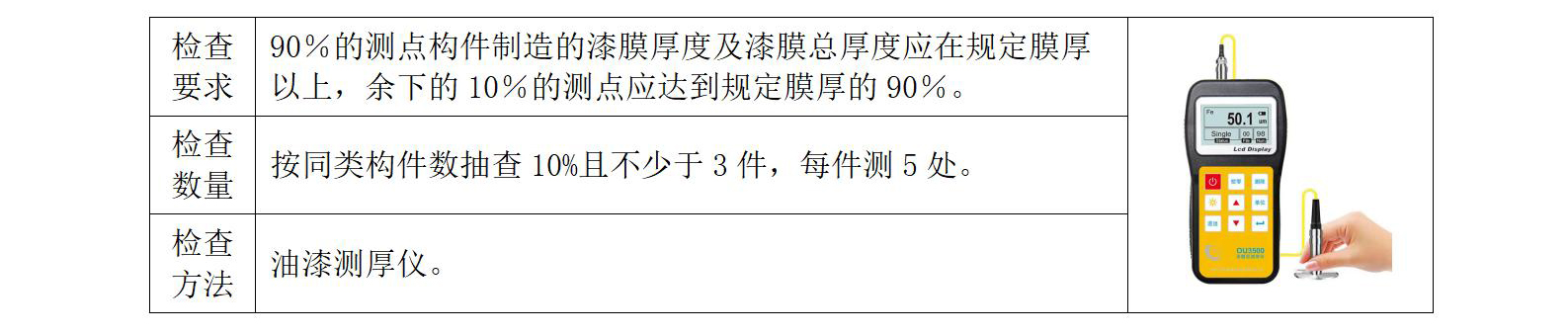
6.3、检测要求
凡是上漆的部件,应离自由边15毫米左右的幅度起,在单位面积内选取一定数量的测量点进行测量,取其平均值作为该处的漆膜厚度。但焊接接口处的线缝、以及其它不易或不能测量的组装部件,则不必测量其涂层厚度。
漆膜厚度是使防腐涂料能够发挥最佳性能,足够漆膜厚度是极其重要的。因此,必须严格控制厚度,施工时应按使用量进行涂装,经常使用湿膜测厚仪测定湿膜厚度,油漆干燥后采用超声波测厚仪测量,以控制干膜厚度并保证厚度均匀。
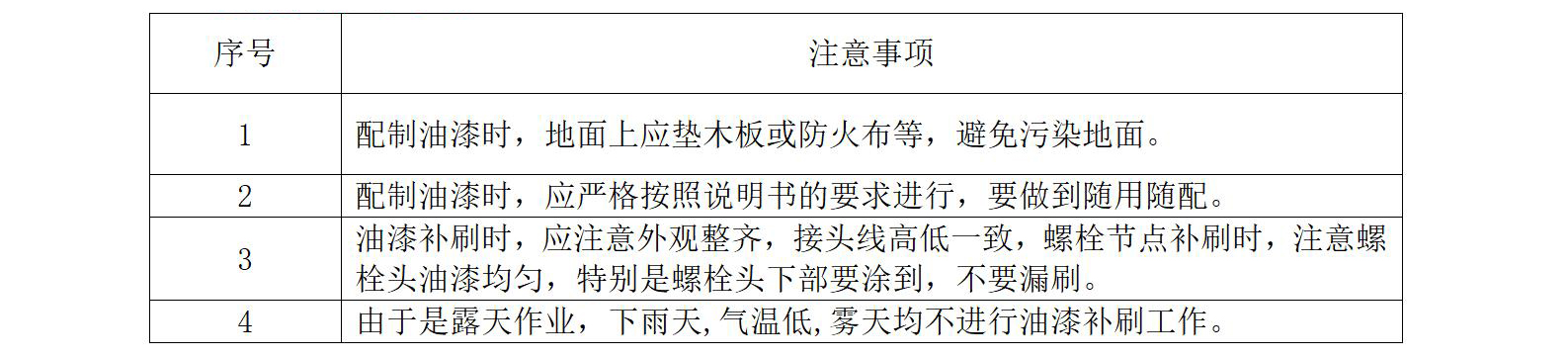
七、防腐涂装注意事项
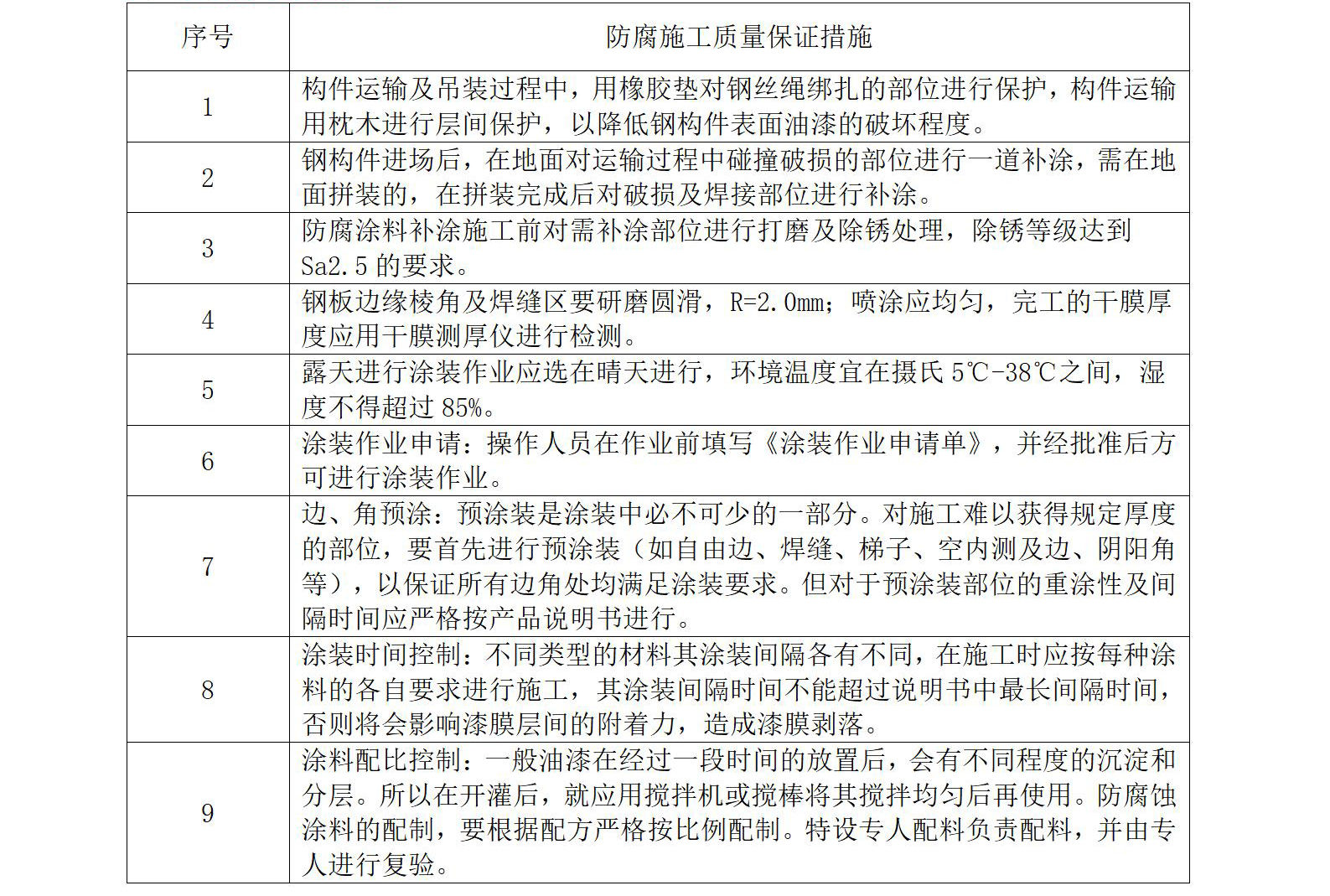
八、防腐涂装质量控制